


想要更直观地感受【异型管2寸镀锌管支持大批量采购】产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:【异型管2寸镀锌管支持大批量采购】的图文介绍


北京大兴异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】北京大兴异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】北京大兴异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
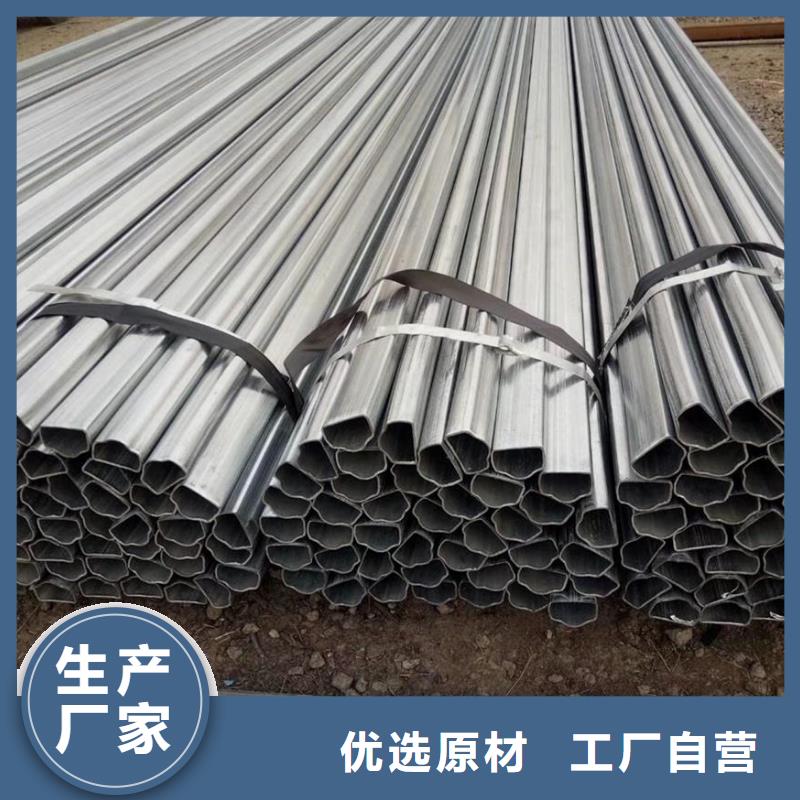
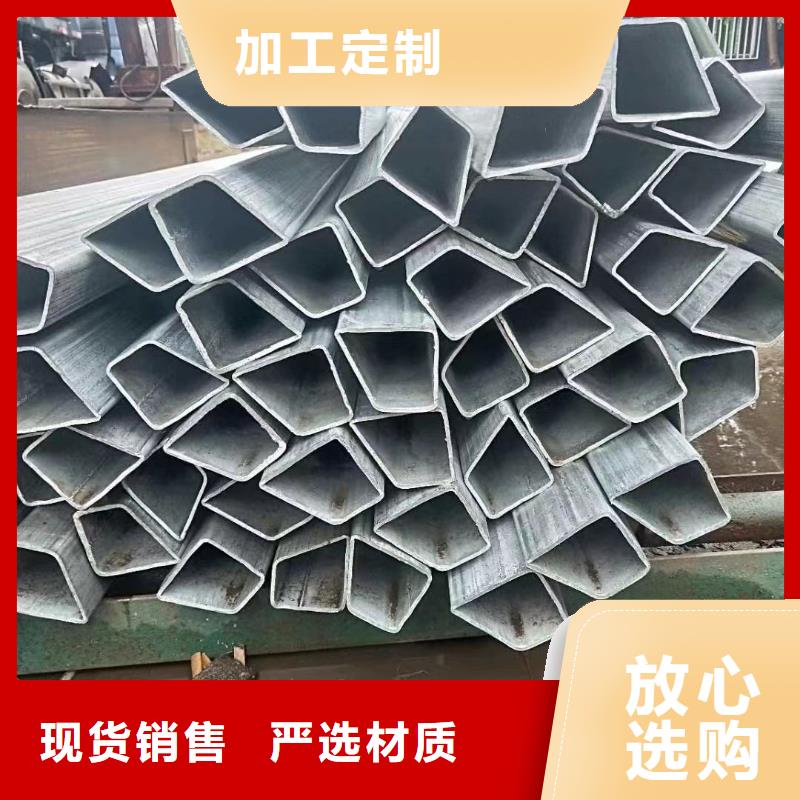
【3】北京大兴异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。




北京大兴异型管厂家在去产能方面面临债务、职工安置和转型升级等系列的问题,特别是职工的安置是异型管厂家去产能的重难点。,社保兜底的稳妥推进职工安置应坚持以异型管企业为主导工作依法维护职工的权益。
随着我国去产能步伐的加快,多省份都出台了稳定岗位和分流安置职工的相关政策。北京大兴异型管厂家的自救能力是关键,加快职工队伍的不断转型升级是硬道理。
在新时代的形式下我们应以北京大兴异型管厂家为主体,结合社保作用,做细安置的措施和方案,确保保障政策切实落地,维护职工的合法权益。对于确实缺乏就业竞争力的一些困难职工,应加大就业的援助力度,通过开发公益性的岗位等方式来提供帮扶。
北京大兴异型管厂家挖掘内部的潜力。一方面要采取协商薪酬和灵活工时等的方式稳定现有的职工工作岗位。

北京大兴异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
北京大兴异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,北京大兴异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。


钢管:外径6mm-1220mm*壁厚0.4mm-110mm
圆钢:外圆8mm-300mm
钢板:厚度0.4mm-110mm*宽度1250mm*4000
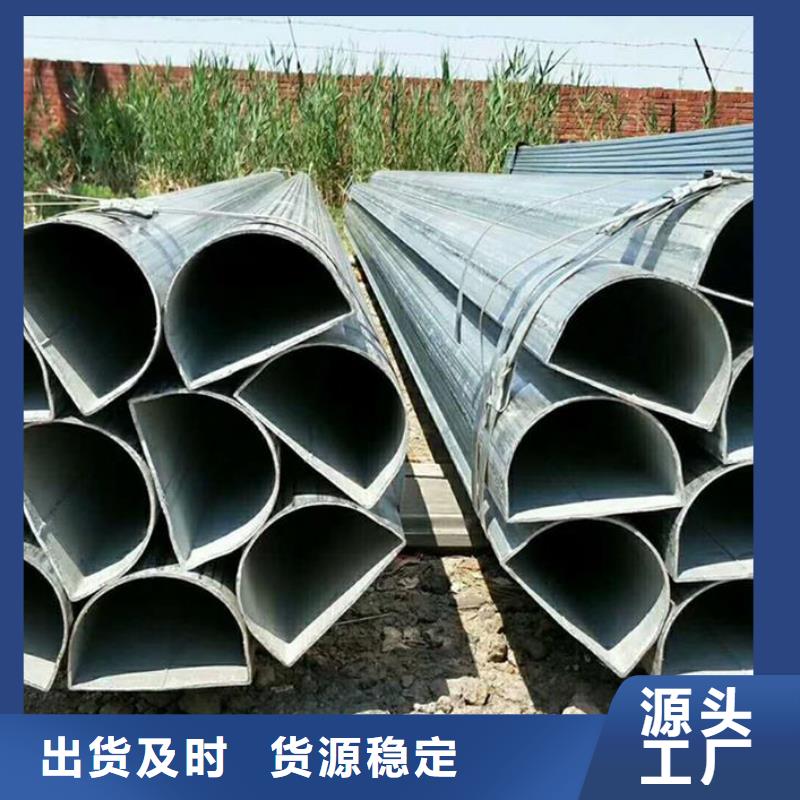
北京大兴异型管的防腐处理方法都有什么?公司常年销售异型管,异型钢管,异形钢管,无锡异形管,八角钢管,六角钢管,三角钢管、无锡异形钢管、无缝方形、矩形、锥形、梯形、及其它复杂断面的异型管材。主要产品:冷拔无缝钢管和异型钢管,非标异型钢管等按客户需求可定做,材质有10#、20#、35#、45#、20cr、40cr、20crmo、40crmo,有缝和无缝异型管,按客户标准生产。
北京大兴异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。
防腐处理方法
用沥青漆涂在异型管层
水泥砂浆内衬+特殊涂层
用环氧煤沥青涂异型管层
环氧陶瓷内衬
铝酸盐水泥涂层和硫酸盐水泥涂层
用聚氨酯涂异型管层




乐道精密钢管厂家有限公司成立十余年,始终将“创新、质量、诚信、服务”作为企业矢志不渝的发展宗旨。不断研制开发 北京大兴菱形管产品,为用户提供成熟稳定的行业解决方案。主要技术人员均有5年以上研发经验,具备丰富的实践经验和项目设计能力。并与高校和科研机构联合,组成一支多专业的研发团队,为公司的 北京大兴菱形管产品创新和稳定发展提供了持续的能量。


北京大兴异型管气体保护焊是利用外加气体作为保护介质的一种电弧焊的方法,异型管采用气体保护焊具有以下特点:(一)焊接过程操作方便,没有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)气体保护焊电流密度大、弧光强、温度高,且在高温电弧和强烈的紫外线作用下产生高浓度有害气体,所以特别要注意通风;(三)有利于异型管焊接过程的机械化和自动化,特别是空间位置的机械化焊接;(四)引弧所用的高频振荡器会产生一定强度的电磁辐射,接触较多的焊工,会引起不适症状;(五)在室外作业焊接异型管时,需设挡风装置,否则气体保护效果不好,甚至很差;(六)电弧和熔池的可见性好,焊接过程中可根据熔池情况调节焊接参数;(七)电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,异型管焊后变形小。



